ÉNERGIE DE LA VAPEUR D'EAU (suite)
Applications aux machines
Cycle machine à vapeur 20b
Machine parfaite (cycle de Hirn)
Examinons le diagramme T S d'une machine à vapeur (cf
diagrammes ci dessous) :
Du point 1 au point 2 : production de la
vapeur (chauffage de l'eau jusqu'à 212°C, puis évaporation
: trait vert horizontal, puis chauffage de la vapeur jusqu'à
400°C : surchauffe). La surface sous la courbe indique la
quantité de chaleur nécessaire.
Du point 2 au point
3 : la vapeur se détend dans une machine parfaite (pas de
frottements ni de perte de chaleur) jusqu'à la pression de 120
mb (50°C) du condenseur en fournissant du travail. Pour cette
machine parfaite la transformation suit une verticale (S ne change
pas). Bien entendu aucune machine réelle ne peut faire
mieux.
Le point 3 est à gauche de la ligne bleue, donc en
fin de détente il y a mélange eau/vapeur.
Du point 3
au point 1 : la vapeur se condense dans le condenseur à 50°C.
La surface sous la courbe indique la quantité de chaleur à
évacuer.
Pour finir le cycle, il faut pomper l'eau du
condenseur vers la chaudière (l'énergie nécessaire
est faible comparée aux autres : épaisseur du trait)
|
|
|


Pour un cycle on voit l'énergie
dépensée (rouge), l'énergie perdue (bleue) et le
travail récupéré (vert) qui est la différence
des 2. Ce travail s'appelle travail indiqué. C'est le travail
fourni par la vapeur, sans tenir compte du rendement mécanique
(frottement) ni de celui de la chaudière.
Il peut être
calculé, sur une machine réelle à piston, à
partir du diagramme de Watt (mesure de la pression en fonction de la
position du piston) : c'est la surface de ce diagramme
pression*volume.
Augmentation du rendement :
1
- augmenter la pression de la chaudière : la ligne 1 - 2 remonte, le
travail récupéré augmente (le rendement aussi même si la chaleur
dépensée augmente)
2 - baisser la pression du condenseur : la ligne 1 - 3 baisse, le travail récupéré augmente. (Exemple machine du Titanic :
la turbine qui ne fonctionne que de 0,6 à 0,07 bars fournit une puissance égale à 60% de celle des machines à pistons triple expansion qui utilisent pourtant la vapeur de 15 à 0,6 bars.
Voir page machines).
Mais quand on baisse la pression du condenseur, le point 3 se trouve plus
à l'intérieur de la courbe bleue : il y a un
pourcentage de vapeur (titre) moins élevé (gouttelettes
d'eau dans la vapeur). En pratique, quand ce titre baisse la
conversion chaleur / travail se fait moins bien. Les turbines ne
supportent pas un titre < 0,85 (choc des gouttelettes sur les
aubages).
|
Une autre limite à la baisse de pression du condenseur
est le volume de la vapeur : |
|

Valeurs numériques pour différents réglages d'une machine parfaite (énergie par kg de vapeur) :
Cycle de Hirn ci dessus :
chaleur pour passer de 50 à 400°C : 3046 kj, chaleur au condenseur : 2082 kj
travail récupéré : 964 kj d'où un rendement de 31,6 %
(titre de la vapeur au point 3 : 0,87 : 87 % du poids en vapeur)Condensation à 1 bar :
Si au lieu de condenser à 120 mb on choisit 1 b à 100°C :
on voit sur le diagramme que si le trait liant1 à 3 remonte, les surfaces rouge et verte diminuent et la bleue augmente :
chaleur pour passer de 100 à 400°C : 2834 kj, chaleur au condenseur : 2178 kj
travail récupéré : 656 kj d'où un rendement de 23 %
(titre de la vapeur au point 3 : 0,96)Échappement libre :
Si échappement libre à1 b, il faut chauffer de 20 à 400°C : 3169 kj
le travail reste le même d'où un rendement de 20 %.Variation pression admission (chaudière) :
Si on baisse la pression du point 2 à 10 b 300°C (sur même verticale au dessus du point 3), le rendement passe de 31,6 à 27 %.
Si on augmente la pression du point 2 à 40 b 516°C (sur même verticale au dessus du point 3), le rendement passe de 31,6 à 36 %.
Remarque rendement :
Je parle d'une machine parfaite qui suit
le cycle de Hirn pour machine à vapeur (décrit
ci-dessus).
Une machine parfaite qui suivrait un cycle de Carnot
(2 isothermes et 2 isentropiques : un rectangle sur le diagramme TS)
entre 50°C et 400°C aurait un rendement supérieur
(c'est le rendement moteur maxi possible entre ces 2 sources de
chaleur) :
rendement maxi = 1 - Température source froide
/ Température source chaude = 1 - (50 + 273,15) / (400 +
273,15) = 52 %
Machine réellePour une machine réelle, le point 3 est décalé vers la droite en 3r. La surface jaune est à retirer du travail de la machine parfaite (vert) et à ajouter à la chaleur perdue dans condenseur (bleu). La chaleur dépensée (rouge) ne changeant pas et le travail récupéré diminuant (vert - jaune) le rendement de la machine réelle est plus faible. |
|

Laminage
Machine parfaite :
Laminage à l'admission :
Si la vapeur est laminée,
par exemple en passant par le régulateur entrouvert (robinet
d'admission de vapeur sur les locomotives) ou le tiroir d'une machine
à pistons en début d'admission, sa pression chute. Dans
l'exemple ci contre, on passe du point 2 en 2' de 20b à 10b.
La vapeur contient la même quantité d'énergie
(même surface bleue+verte sous la courbe 20b jusqu'au point 2
que sous la courbe 10b jusqu'au point 2') mais sa "qualité"
est moindre. En effet le point 2' est plus à droite que 2,
donc la surface bleue indiquant la chaleur au condenseur sera plus
grande et donc le travail de la vapeur et le rendement moindre.
Valeurs numériques
: si on reprend l'exemple ci dessus (machine parfaite) :
avec
condenseur à 50°C le rendement passe de 31 à 28
%
en échappement libre le rendement passe de 20 à 17
%
Laminage à l'échappement :
Si la vapeur est
laminée à l'échappement, par exemple par le
tiroir d'une machine à pistons ou par un serrage trop fort de
l'échappement sur une locomotive, on voit sur le diagramme que
le trait liant 1 à 3 remonte (pression et température
plus élevées) et donc le travail de la vapeur et le
rendement diminuent.
Valeurs numériques : si on reprend
l'exemple ci dessus (machine parfaite) :
si l'échappement
libre passe de 1b à 2b le rendement passe de 20 à 17 %.
Machine rélle :
Admission :
En
2' la vapeur est plus surchauffée (plus sèche). Ainsi
en fin de détente il y a moins de vapeur condensée au
point 3' qu'au point 3 (ci contre, la vapeur est sèche en 3'). Dans une machine réelle, la conversion d'énergie
est meilleure avec de la vapeur sèche (donc le rendement supérieur).
Le laminage réduit
également le débit de vapeur consommée.
Echappement :
Dans
une machine réelle à pistons, le laminage à l'échappement crée une
contre pression sur le piston qui provoque un travail résistant (le
rendement diminue beaucoup plus que sur une machine parfaite).
En
pratique le laminage à l'admission est moins pénalisant
que celui à l'échappement
Centrale nucléaire PWR 1300 MWLe
réacteur chauffe de l'eau sous pression à 155 b et
300°C : c'est le circuit primaire. Cette eau permet de produire
de la vapeur dans le circuit secondaire qui n'est pas en contact avec
des matières radioactives. |  |
Centrale électrique à flammeMême
type de cycle que précédemment mais avec des
températures et des pressions plus élevées.
Au point 2 la vapeur est surchauffée puis elle est
surchauffée à nouveau au point 4. SoutiragePour améliorer le rendement, on peut utiliser de la
vapeur qui à déjà travaillée pour
chauffer l'eau. | 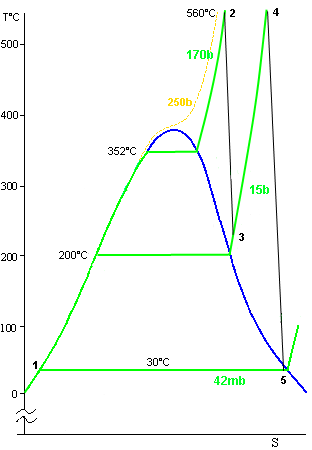 |
Rendements de machines parfaites
Le graphique ci dessous représente le rendement d'une
machine parfaite (rendement maxi) en fonction de la pression relative
(pression manomètre) et pour différentes températures
de condenseur (40 °C au départ). La gamme de pression correspond aux premières
machines à vapeur (0.3 b machine de Watt, machines 1ère
moitié du 19ème siècle de 2 à 5 b,
ensuite machines à pistons jusqu'à 20 b).
Voir
le fichier excel : Fichier excel
Anciennes machines à pistons
On peut résumer l'évolution des rendements des
machines à pistons (cf Jacques PAYEN dans Histoire générale
des techniques tome IV) :
1712 : machine de Newcomen : estimation
de consommation de 16 à 20 kg de charbon par cheval heure
(rendement 0,5 %).
1777 : machine de Watt divise la consommation
par 4 : 4 à 5 kg charbon / ch h (rendement autour de 2 %)
1870
: nouvelle division par 4 : un peu plus de 1 kg charbon / ch h
(rendement 9 %)
1870 - 1914 : division par seulement 1/4 : 750 g
charbon / ch h (rendement 12 %) : on atteint les limites de cette
technologie, il faut passer aux turbines.
On peut voir le
rendement de différentes machines (sources puisées dans
des ouvrages spécialisés) dans le
fichier Fichier
excel.
Le rendement de ces machines dépasse rarement
les 20 %.
Page pour convertir les unités d'énergie
(kwh, kcal, kj, kg charbon / ch h) : convertisseur.
Leurs
rendements sont limités pour plusieurs raisons :
Effet de paroi :
En fin d'échappement, les parois du cylindre sont à une température proche de celle du condenseur (p ex 40°C). Lors de l'admission suivante, la vapeur chaude (200°C pour 14b) va se condenser sur les parois, d'où une perte de puissance (en plus les surfaces mouillées conduisent mieux la chaleur de la vapeur !!).
Si la surface est encore mouillée lors de l'échappement, l'évaporation qui s'en suit va refroidir les parois.
L'utilisation de la vapeur surchauffée diminue ce problème, car elle permet de réchauffer les parois sans condensation. Ainsi la surchauffe améliore nettement le rendement pratique (le manuel de l'ingénieur de locomotive Henschel indique une économie en charbon de 21 % pour une surchauffe à 400°C). Cette amélioration pratique est très supérieure à celle théorique sur une machine parfaite (cf ci_dessus).
On peut aussi chauffer les parois : on fait circuler de la vapeur dans des enveloppes autour des cylindres pour éviter les condensations. Les pertes de chaleurs des enveloppes vers l'extérieur sont largement compensées par l'augmentation du rendement dans les cylindres.Espace mort :
Quand le piston est en fin de course, il y a un espace entre le piston et le fond du cylindre. Ce volume, ajouté à celui de la conduite qui relie le fond de cylindre au tiroir est appelé espace mort. Au début de l'admission, ce volume est rempli de vapeur qui ne travaille qu'en participant à la détente (elle ne bouge pas directement le piston). Cette vapeur travaille moins, d'où une perte à chaque cycle.
Les constructeurs essaient de diminuer au maximum ces espaces morts (P ex : les machines Corliss avec des tiroirs rotatifs directement au fond du cylindre, sans conduit).On peut ajouter une limite en température pour assurer le graissage.
Une limite en pression car les petites fuites des organes de distribution génèrent des pertes importantes en haute pression.
Une limite en pression du condenseur (trop grand volume de vapeur si basse pression).
Voir page Histoire des machines à vapeur : amélioration du rendement
Machines à plusieurs expansions :
Pour
diminuer les problèmes décrits ci_dessus, on détend
la vapeur dans plusieurs cylindres en cascade (haute pression, puis
moyenne pression puis basse pression). L'échappement de
l'étage précédant sert d'admission de l'étage
en cours. Ainsi il y a moins d'effet paroi car la chute de
température est répartie : la température varie
moins dans chaque cylindre. De même, le cylindre hp est plus
petit, son espace mort l'est aussi.
Ces machines obtiennent ainsi
un meilleur rendement.
En caricaturant, si on fait beaucoup
d'étages on obtient une turbine !!
Modèles réduits : effet d'échelle
Pour faire un modèle réduit, si on divise toutes les
cotes par la même échelle, sa forme ressemblera à
l'original mais qu'en est-il des caractéristiques physiques ?
Prenons par exemple une réduction au dixième : les
cotes sont divisées par 10. Les surfaces par 10 au carré
donc par 100. Les volumes (donc aussi les masses) par 10 au cube donc
par 1000.
Le volume du cylindre diminue plus que sa surface, ce
qui accroît les effets de paroi et donc diminue le rendement.
La résistance des matériaux dépend de
la surface (ex section d'une bielle, ...). La rigidité
(rapport résistance (liée à la surface) sur
masse (volume)) est améliorée.
Le volume diminue
plus que la section des tuyaux et des lumières de
distribution, donc la vitesse de la vapeur et le laminage
diminuent.
La masse en mouvement (inertie) diminue plus que le
diamètre des roues, ce qui autorise théoriquement des
vitesses plus élevées (diminution de l'effet de paroi
d'où meilleur rendement).
Pour aller plus loin : sites intéressants
Cours de thermodynamique : nte.enstmac.Ce
site fournit également le simulateur décrit ci
dessous.
Thermodynamique appliquée : thermoptim.
Contient un extrait de livre en pdf intéressant :
CentralesVapeur.pdf
Modèlisme
: La Confrérie de
Amateurs de Vapeur (CAV) : cav-escarbille.com.
Utilisation simulateur
Sur ce site
internet de simulation on peut calculer les différents
points des diagrammes T S :
-Les températures sont en K
(kelvin) = T °C + 273.
-Les pressions sont des pressions
absolues (manomètre + 1b) en Pa (pascal) = P en bars * 100000
= P en mb * 100.
-Enthalpie en kj / kg (j'utiliserai le symbole H
dans ce qui suit).
Au cours d'une transformation à
pression constante (donc sans production de travail dans une
machine), la différence d'enthalpie du fluide entre la fin et
le début donne la quantité de chaleur échangée.
Par exemple si on prend le diagramme T S du début, la chaleur
consommée (surface rouge) est égale à
l'enthalpie au point 2 (H2) moins l'enthalpie au point 1 (H1). De
même la surface bleue = H3 - H1.
Au cours d'une
transformation avec production de travail dans une machine et sans
échange de chaleur, la différence d'enthalpie du
fluide entre le début et la fin donne la quantité de
travail fournie. Par exemple si on prend le diagramme T S du début,
le travail fourni par la vapeur est H2-H3. C'est également
vrai pour une machine réelle bien isolée (pas d'échange
de chaleur) travail = H2-H3r.
Exemple de calcul du diagramme T
S du début :
Se connecter au site : au centre on reconnaît
le diagramme T S.
Dérouler le menu "Choix de calcul"
(cliquer sur la flèche vers le bas à coté) et
choisir "température et tire de vapeur"
Une
petite fenêtre apparaît : entrer température= 323
(en kelvin=50+273) et titre = 0 (eau sans vapeur : point sur la
courbe bleue de gauche). Cliquer sur le bouton "placer le
point".
Après calcul, le point apparaît sur les
diagrammes et les résultats s'affichent dans la fenêtre
"Sorties numériques" (pour ouvrir cette fenêtre
dérouler le menu "Fenêtres"). On note H1=215
kj/kg
Dérouler le menu "Choix de calcul" et
choisir "Température et pression"
Entrer
température= 673 (en kelvin=400+273) et pression = 2000000 (en
Pa=20b*100000) puis Cliquer sur le bouton "placer le
point".
Dans la fenêtre "Sorties numériques"
on note H2=3261 kj/kg et l'entropie S2=7170 j/kg/K.
Dans une
machine parfaite l'entropie reste constante lors de la transformation
2 -> 3 (verticale dans le diagramme T S) ce qui permet de calculer
le point 3 :
Dérouler le menu "Choix de calcul" et
choisir "Température et entropie"
Entrer
température= 323 (en kelvin=50+273) et entropie S3=S2=7170
j/kg/K puis Cliquer sur le bouton "placer le point".
Dans
la fenêtre "Sorties numériques" on note
H3=2297 kj/kg.
Chaleur dépensée = H2-H1=3046
kj/kg.
Travail récupéré = H2-H3=964
kj/kg.
Chaleur condenseur = H3-H1=2082 kj/kg.